
钢轨铝热焊接缺陷分析
本文源于铁科院金化所高松福博士,向原作者致敬!
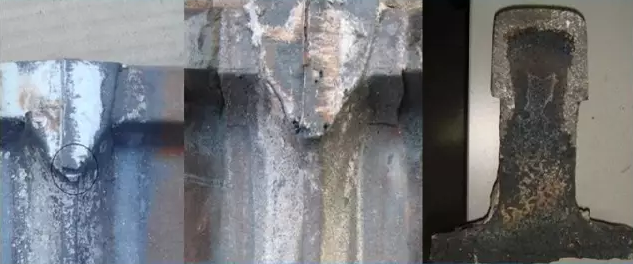
一、疏松
疏松内表面是不光滑的,一般易发生在焊缝中心处的轨腰及轨底中央三角区。


形成原因
(1)预热时间过长。
(2)局部高温,有过热现象。特别是轨腰部分有局部过热现象。
(3)预热枪或砂模装偏,位置不居中,形成一侧有过热现象。
(4)轨缝过大。
预防措施
(1)预热时间适当,不得将轨端烧化。
(2)预热器火焰长度适中,在20~25mm之间。
(3)预热器安放在轨缝正中央。
(4)轨缝适中,在24~28mm之间。
二、气孔
气孔表面是光滑的,一般呈圆形。

形成原因
(1)待焊钢轨端面清洁不彻底,有水渍或油污。
(2)焊剂受潮。
(3)砂模受潮。
(4)封箱泥过多、过湿。
(5)预热温度过低。
(6)预热结束到浇注前的操作时间太长,使预热后温度降低较多。
预防措施
(1)彻底清洁待焊钢轨的两个端面。
(2)严格防止焊接材料受潮。
(3)封箱泥不得太湿,涂抹不易过多。
(4)钢轨预热温度需达到800~900℃。
(5)提前将焊剂倒入坩埚,准备好高温火柴,预热完毕后,立即放置坩埚,点火浇注。
三、夹渣
夹渣的形成是由于熔渣进入焊缝而造成。

形成原因
(1)待焊钢轨端面清理不彻底,有金属氧化渣,氧化皮等。
(2)轨缝过大或产生“跑箱”,钢水量不够,使熔渣不能完全排出。
(3)镇静时间不够,反应未完成就浇注,熔渣未充分与钢液分离。
预防措施
(1)彻底清洁待焊钢轨的两个端面。
(2)轨缝适中,在24~28mm之间。
(3)坩埚使用前仔细检查是否有破损,放置坩埚时一定要将浇注口放置在砂型上方中央。
四、夹砂
夹砂是由型砂砂粒进入焊缝金属造成的。
形成原因
(1)砂型研磨后未将产生的浮砂彻底清除。
(2)有杂质进入型腔中。
(3)砂型一次没有扣准,在移动中砂型挤坏掉入型腔内。
预防措施
(1)砂型研磨后彻底清理型腔内的浮砂。
(2)在进行作业时,严禁将异物落入到型腔内。
(3)砂型合箱后如有错位,必须重新打开砂型,清理型腔内部。
五、热裂
其表面常带有氧化蓝色。
形成原因
(1)焊接过程中焊缝有移动,受拉或存在较大的拉应力。
(2)过早拆箱,使焊头提前受力。
(3)提前推瘤,使焊头提前受力。
(4)焊头在冷却过程中,未完全凝固时受到外力的锤击。
(5)焊头在冷却过程中,未完全凝固时钢轨收缩。
预防措施
(1)在整个焊接过程中严禁踩踏,敲击,撬动待焊钢轨。
(2)按照工艺要求的时间进行拆箱和推瘤作业。
(3)焊头温度高于300℃时,严禁拆除对轨设备。
(4)钢轨随气温收缩较大时,采用钢轨拉伸器保持轨缝大小。
六、未焊合
待焊的两个钢轨断面上有未熔化的区域。

形成原因
(1)待焊钢轨端面清理不彻底,有氧化皮等异物。
(2)预热温度过低,铝热钢液不足以熔化轨端。
(3)轨缝太小。焊缝内铝热钢液的热容量较小,未能充分熔化轨端。
预防措施
(1)彻底清洁待焊钢轨的两个端面。
(2)钢轨预热温度需达到800~900℃。
(3)轨缝适中,在24~28mm之间。