
提升重载货车焊接结构疲劳强度的探讨
大秦线货物重载运输对车辆承受动载能力的要求越来越高,对车辆制造质量满足现行运输要求提出了新的课题。为重载发展创造有利条件,废除陈旧法规、制订新法规满足货主对铁路货运快捷、重载、安全、可靠的要求是我们车辆制造行业义不容辞的责任。 本文主要叙述从设计和工艺上如何正确细致的进行货车焊接结构的疲劳设计,从而增加货车焊接结构承受动载的能力、提高运行的疲劳寿命。
焊接结构往高速重载方向发展的趋势越来越快,对其承受动载能力的要求越来越高,因此正确细致的疲劳设计和制造是防止结构疲劳破坏的最有效措施。为了使焊接结构很好地满足承受动载的要求,能够采取的措施主要有两方面。一是增加对焊接结构抗疲劳性能的了解,精心设计结构形式及接头形式,使所设计的焊接结构更合理,具有更高的疲劳强度;另一方面,直接面对焊接接头疲劳性能较差的弱点,在焊接结构制造过程中采取有效的工艺措施,提高和严格控制焊接质量,防止和减少焊接缺陷的产生,增加其承受动载的能力、提高焊接结构的疲劳寿命。
1 焊接接头疲劳失效的产品实例
C80、C80B型敞车在大秦线运行到第一个全面检修过程时,发现了车体焊缝裂纹情况,如2007年6月太原铁路局湖东车辆段发现的C80型敞车整体上心盘与中梁上翼板焊缝裂纹;2007年10月太原铁路局湖东车辆段发现的C80B型敞车枕梁上盖板与腹板焊缝裂纹 及冲击座与端梁支撑连接板裂纹,典型照片如 图1、图2。

 图1
图1

图2

图3

图4
C80型敞车整体上心盘与中梁上翼板焊缝裂纹分析认为是焊缝结构设计不合理、焊缝端头应力集中、2万吨列车交变载荷增加三个因素共同作用产生的疲劳裂纹。
C80B型敞车冲击座与端梁支撑连接板焊缝裂纹,分析认为是端墙与中梁连接节点的连接结构偏弱、局部结构疲劳强度不足产生的疲劳裂纹。而笔者认为该处焊缝裂纹除了结构偏弱及TCS不锈钢材料焊接后焊缝热影响区组织晶粒粗大外,其中比较重要的原因是焊缝成形问题。因为不锈钢材料焊接的流动性差焊缝表面容易成凸形,批量生产中较多工人原来一直从事低合金钢的焊接还没有完全掌握该材料的焊接特性,焊接规范不是很合理,造成凸型焊缝过多以及未熔合等缺陷导致运用不到2年时间就出现大批量裂纹。见图3、图4,远没有达到设计寿命。而长江公司株洲分公司制造的C80BH裂纹很少,其中比较重要的原因之一是焊缝表面成型比较平缓,降低了应力集中而提高了疲劳寿命。
2 焊接结构疲劳特点
2.1焊接接头的疲劳性能
基本金属的疲劳强度总是随着静载强度的增加而提高。但是对于焊接结构来说,只要焊接接头的形式和细节一样,屈服点低于700Mpa的高强钢和低碳钢的疲劳强度是一样的,具有同样的S-N曲线,这个规律适合对接接头、角接接头和焊接梁等各种接头型式。
(1)纵向焊缝接头的疲劳强度:平行于受力方向的连续纵向焊接接头(见图5)的疲劳裂纹一般起始于焊缝缺陷处、未熔透纵向角焊缝焊根或焊缝表面波纹等处;不连续纵向焊接接头的焊缝端部有较大的应力集中,疲劳裂纹一般从这里产生,其疲劳强度远低于连续纵向角焊缝接头,因此在主要承载部件上不能采用断续角焊缝。
(2)横向对接焊接头的疲劳性能:垂直于受力方向的横向对焊接头的疲劳裂纹一般起源于焊趾。横向对焊接头的错边和焊接角变形引起受力偏心,在轴向载荷作用下,引起次弯矩降低疲劳强度;
(3)横向角接接头的疲劳性能:非传力的横向角焊缝接头(见图6),裂纹产生在有应力集中的焊趾处;传力的横向角焊缝接头(见图7、8)裂纹可能产生在主板焊趾处,也可能产生在焊根处。

图5
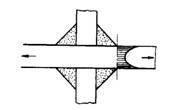
图6
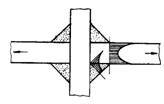
图7
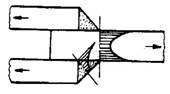
图8
2.2 焊接接头的应力集中问题
焊接接头的形式主要有:对接接头、十字接头、T形接头和搭接接头,在接头部位由于截面变化传力线受到干扰,因而发生应力集中现象。
对接接头的力线干扰较小,因而应力集中系数较小,其疲劳强度也将高于其它接头形式;
十字接头或T形接头在焊接结构中广泛应用。在这种承力接头中,由于在焊缝向基本金属过渡处具有明显的截面变化,其应力集中系数要比对接接头的应力集中系数高,因此十字或T形接头的疲劳强度要低于对接接头;
2.3 焊缝形状的影响
焊缝形状不同,其应力集中系数也不相同,从而疲劳强度具有较大的分散性。其中凹形角焊缝具有最小的外部缺口效应,应优先用于承受动载的构件中。应避免在动载的构件中采用凸形角焊缝,它除了不经济之外还有较大的应力集中效应。

凸形角焊缝
![]()
![]() 平角焊缝
平角焊缝

凹形角焊缝
2.4 焊接接头的焊接缺陷问题
焊接缺陷对接头疲劳强度的影响与缺陷的种类、方向和位置有关。焊接缺陷大体可分作两类:面状缺陷(如裂纹、未熔合、未焊透)和体积型缺陷(气孔、夹渣等),它们的影响程度是不同的。
裂纹: 焊接中的裂纹,如冷、热裂纹,除伴有具有脆性的组织结构外,是严重的应力集中源,它可大幅度降低结构或接头的疲劳强度。
未焊透: 未焊透缺陷有时为表面缺陷(单面焊缝),有时为内部缺陷(双面缺陷),其主要影响是削弱截面积和引起应力集中。其影响不如裂纹严重。
未熔合:未熔合属于平面缺陷,一般将其和未焊透等同对待。
咬边: 咬边的主要参量有咬边长度L、咬边深度h、咬边宽度W。影响疲劳强度的主要参量是咬边深度h,目前用深度h与板厚比值(h/B)作为参量评定接头疲劳强度。
气孔:为体积缺陷,疲劳强度下降主要是由于气孔减少了截面尺寸造成。 气孔处于表面或刚好位于表面下方时,气孔的不利影响加大,它将作为应力集中源起作用,而成为疲劳裂纹的起裂点。
夹渣:作为体积缺陷,夹渣比气孔对接头疲劳强度影响要大。
焊接缺陷对接头疲劳强度的影响,不但与缺陷尺寸有关,而且还决定许多其他因素,如表面缺陷比内部缺陷影响大,与作用力方向垂直的面状缺陷的影响比其它方向的大;位于残余拉应力区内的缺陷的影响比在残余压应力区的大;位于应力集中区的缺陷(如焊趾部裂纹)比在均匀应力场中同样缺陷影响大。
2.5 焊接接头的残余应力问题
焊接残余应力是焊接结构所特有的特征,它对于焊接结构疲劳强度的影响是人们广为关心的问题,为此人们进行了大量的试验研究工作。试验往往采用有焊接残余应力的试样与经过热处理消除残余应力后的试样,进行疲劳试验作对比。由于焊接残余应力的产生往往伴随着焊接热循环引起的材料性能变化,而热处理在消除残余应力的同时也恢复或部分地恢复了材料的性能,同时也由于试验结果的分散性,因此对试验结果产生了不同的解释,对焊接残余应力的影响也就有了不同的评价。
焊接残余应力在构件中并非都是有害的。焊接构件中的压缩残余应力可以延缓或终止疲劳裂纹的扩展,而拉伸残余应力则加剧了应力循环损伤。因此采取不同工艺措施,利用压缩残余应力改善焊接结构疲劳性能。
综上所述,焊接接头中不仅有应力集中,而且这些部位易产生焊接缺陷及焊接残余拉伸应力,以致焊接接头具有疲劳性能较差的弱点。因此采用合理的接头设计、提高焊缝质量、消除焊接缺陷是防止和减少焊接结构疲劳破坏的重要方面。
3提高焊接结构疲劳强度的设计
根据上述焊接结构的疲劳性能特点,主要承受动载荷的焊接结构在设计中应充分考虑抗疲劳设计,避免在高应力区出现焊缝;避免产生应力集中源;构件上的力均匀分布,力线保持平缓过渡,分散作用力在构件上的作用位置,避免点或线性的受力位置;对不可避免的缺口应尽量布置在低应力区或受压应力区;
2008年4月EN15085(欧洲标准:铁路车辆及其零部件的焊接)取代DIN6700(德国标准:铁路车辆及其零部件的焊接),其中第3 部分《设计要求》做了很大的修改。比如增加对动态负载部件的筋板形状要求、焊缝焊趾改善、避免在受拉伸应力的梁翼板直接焊接次级部件的横向焊缝以及降低残余拉伸应力措施等等给设计和制造提供了很好的参考。
3.1减小刚度的突变
承受拉伸、弯曲和扭转的构件应采用长而圆滑过渡结构以减小刚度的突然变化;
焊接接头处无锐边及横截面突变。传力线应尽可能保持平缓 。
(1)加强筋板形状的改进:与力流垂直的加强筋板角部应切除(加强筋板切角);
动态负载部件疲劳失效是与部件形状有关的,往往由于缓和过渡不够产生应力集中引起。采用如图9筋板形状传力线可平缓过渡。
(2)避免高应力区出现焊接接头堆积,必要时可采用锻件或铸件。
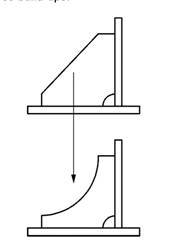
图9—角接板形状
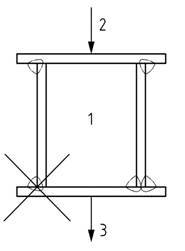 图10受高拉应力的箱形梁焊缝
图10受高拉应力的箱形梁焊缝
3.2焊缝设计布置
(1)箱形梁翼板与腹板的焊缝设计。在箱形梁部件焊缝受弯曲拉应力情况下,下翼板与腹板的焊缝应双面焊,单面焊仅允许在强度计算时焊缝根部应力小于规定值时或受压应力时。如图10。
(2)避免在受拉应力梁的翼板直接焊接附属部件的横向焊缝。
(3)禁止在高应力区出现焊缝,使焊缝(特别是焊趾、焊缝根部和焊缝端部)位于低应力区,(例如弯曲时中性带、承受小弯矩的部分区域、孔边缘上使缺口应力为零的地方、过渡段和转角以外的部位),使各因素引起的缺口效应分散而避免使其叠加。
(4)横向力应作用于剪切中心之上,以减少扭矩;采用带有搭接盖板的搭接接头,尽可能不用偏心搭接;为了减少变形,焊接接头应沿着组件中心线或其对称位置进行布置。
4提高焊接结构疲劳强度的工艺措施
焊接接头疲劳裂纹一般启裂位置存在于焊根和焊趾两个部位,如果焊根部位的疲劳裂纹启裂的危险被抑制,焊接接头的危险点则集中于焊趾部位。许多方法可以用于提高焊接接头的疲劳强度,减少或消灭焊接缺陷特别是开口缺陷;改善焊趾部位的几何形状降低应力集中系数;调节焊接残余应力场,产生残余压缩应力场。
焊接过程优化方法不仅是针对提高焊接结构疲劳强度而考虑,同时对焊接结构的静载强度、焊接接头的冶金性能等各方面都有极大的益处。
4.1改善焊趾以提高焊缝疲劳性能
经超声冲击处理后焊趾(显示出金属光泽) 焊缝 焊缝通过降低焊缝焊趾处的应力集中(缺口效应)降低峰值应力,可延长焊件疲劳寿命。如图11、图12。
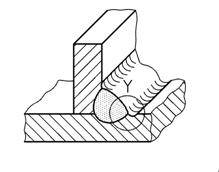
图11 T型接头焊缝焊趾改善
 图12 经超声冲击处理后焊趾
图12 经超声冲击处理后焊趾
2006年株洲车辆厂与天津大学合作完成对TCS不锈钢材料原始焊态与超声冲击处理十字焊接接头疲劳性能进行对比测试,检测TCS不锈钢焊接接头的疲劳性能,同时采用超声冲击处理焊缝后进行疲劳对比试验,焊态试样疲劳断裂于焊趾处(见图13),超声冲击后,试件断裂于母材(见图14)。

图13 焊态试样疲劳断裂于焊趾处
 图14 超声冲击后试样疲劳断裂于母材
图14 超声冲击后试样疲劳断裂于母材
原始焊态与超声冲击处理十字焊接接头疲劳性能对比测试的结论是:
供试试件焊态的疲劳强度(2´106)Ds为170MPa;超声冲击处理焊接接头的疲劳强度(2´106)Ds为272MPa。超声冲击方法可以大幅度提高钢十字接头的疲劳性能,提高幅度为60%。焊态试样疲劳断裂于焊趾处,超声冲击后,试样疲劳断裂于母材。
4.2 TIG熔修
国内外的研究均表明,TIG熔修可大幅度提高焊接接头的疲劳强度,这种方法是用钨极氩弧焊方法在焊接接头的过渡部位重熔一次,使焊缝与基本金属之间形成平滑过渡。减少了应力集中,同时也减少了该部位的微小金属夹渣物,因而使接头部位的疲劳强度提高。
4.3 砂轮打磨
采用砂轮磨削,虽然其效果不如机械加工,但也是一种提高焊接接头疲劳强度的有效方法。国际焊接学会推荐采用高速电力或水力驱动的砂轮,转速为(15000~40000)/min,砂轮由碳-钨材料制作,其直径应保证打磨深度半径应等于或大于1/4板厚。国际焊接学会的研究表明,试样经打磨后,其2×106循环下的标称疲劳强度提高45%,如果将得到的199 MPa疲劳强度标称值换算成相应的特征值(135 MPa)它也高于国际焊接学会的接头细节疲劳强度中的最高的FAT值。要注意的是磨削方向应与力线方向一致,否则在焊缝中会留下与力线垂直的刻痕,它相当于应力集中源,起到降低接头疲劳强度的作用。
4.4缓减残余拉伸应力
为了缓减残余拉应力,应进行预应力处理措施,如喷丸清理或锤击降低残余拉应力等。
(1)锤击法。锤击法是冷加工方法,其作用是在接头焊趾处表面造成压缩应力。因此,本方法的有效性与在焊趾表面产生塑性变形有关;同时锤击还可以减少存在的缺口尖锐度,因而减少了应力集中,这也是大幅度提高接头疲劳强度的原因。国际焊接学会推荐的气锤压力应为5~6Pa。锤头顶部应为8~12mm直径的实体材料,推荐采用4次冲击以保证锤击深度达0.6mm。国际焊接学会最近的工作表明,对于非承载T形接头,锤击后其2×106循环下接头疲劳强度提高54%。
(2)喷丸。喷丸是锤击的另一种形式,也属冲击加工的方法。喷丸的效果依赖于喷丸直径尺寸,喷丸尺寸不应过大,以使其能处理微小的缺陷。同时,喷丸尺寸亦不应过小,以保证一定的冷作硬化性能,喷丸一般可在表面上的千分之几毫米的深度上发生作用。
4.5动载荷件的组装间隙
避免组装间隙过大时在强力夹紧状态下焊接, 由拘束引起的焊接接头残余应力增加会导致焊缝发生冷裂纹或热裂纹。
5 结束语
在大秦线2万吨列车运行交变载荷增加的状况下,要防止焊接结构疲劳破坏,车辆承受动载能力的要求不能满足于过去的车辆设计、试验手段和制造水平上,要参照先进的标准来进行设计及合理的工艺控制手段来提高焊接结构的整体水平和焊接质量。才能满足重载铁路货车运输的需要。

